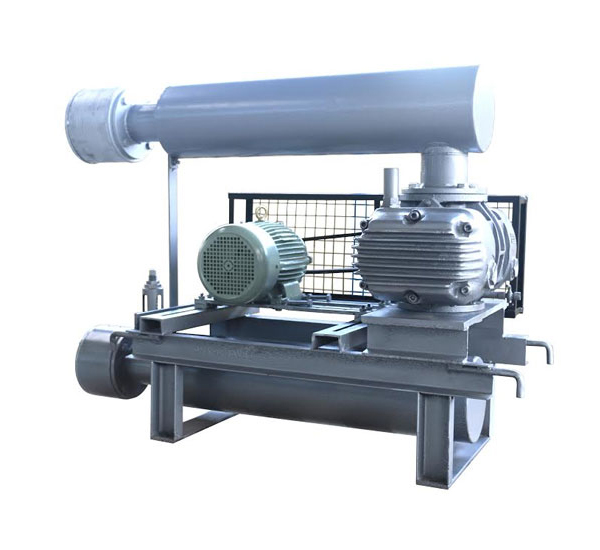
Twin Lobe Air Compressor
- Home
- Twin Lobe Air Compressor
A1 offers wide range of Twin Lobe Air Compressors, Capacity: 1 HP – 10 HP
We are manufacturing twin lobe air compressors with latest technology, and useful accessories for ATP plants, aeration application etc.
Twin Lobe Rotary Air Compressors are very popular when there is constant oil free high volume air demand at very low pressure (0.1 to 0.7 bar)
Applications
Effluent water treatment plant, sugar plant, cement plant, fertilizer, chemical, glass, electro plating, pneumatic conveyer, filter bed, ice plant, iron and steel plant, mines & smelters, etc.Features
- 100% oil free air delivery
- High volumetric efficiency
- Positive air displacement
- Horizontal or vertical air flow (Inlet and Outlet)
- Less operating Power required
- Dynamically balanced lobes for smooth operation & longer life
- Oversized antifriction bearings for longer operating life.